Conveyor Belt Splice and Cover Failure Investigation
Conveyor Dynamics conducts numerous steel cord and fabric belt investigations every year into the root causes of splice and conveyor belt cover failure. Our team is will determine why your splice failed, and provide you with a new splice pattern, belt specification, and/or conveyor/control system design to avoid failure in the future. The following publications highlight our long history working on splice design, and belt carcass design more generally:
- Belt Conveyor Steel Cord Splice Analysis Using Finite Element Methods
- Steel Cord Belt & Splice Construction: Modernizing Their Specifications; Improving Their Economics
- Pipe Conveyor and Belt: Belt Construction, Low Rolling Resistance and Dynamic Analysis
Belt splice test and analysis
CDI performs the design, analysis, testing and inspection of joints. During the splice inspection, the rubber cover is carefully removed to expose the underlying steel cables. The straightness and design of the steel cables are verified against the splice specification. We study if there are gaps in the rubber between the steel cables, if there is rubber that loses adhesion in the steel cables and we tried to determine the locations of the failure starting point and its propagation path.
We can test fabric and steel belt splice samples to measure static strength and dynamic fatigue strength on a tensile testing machine.
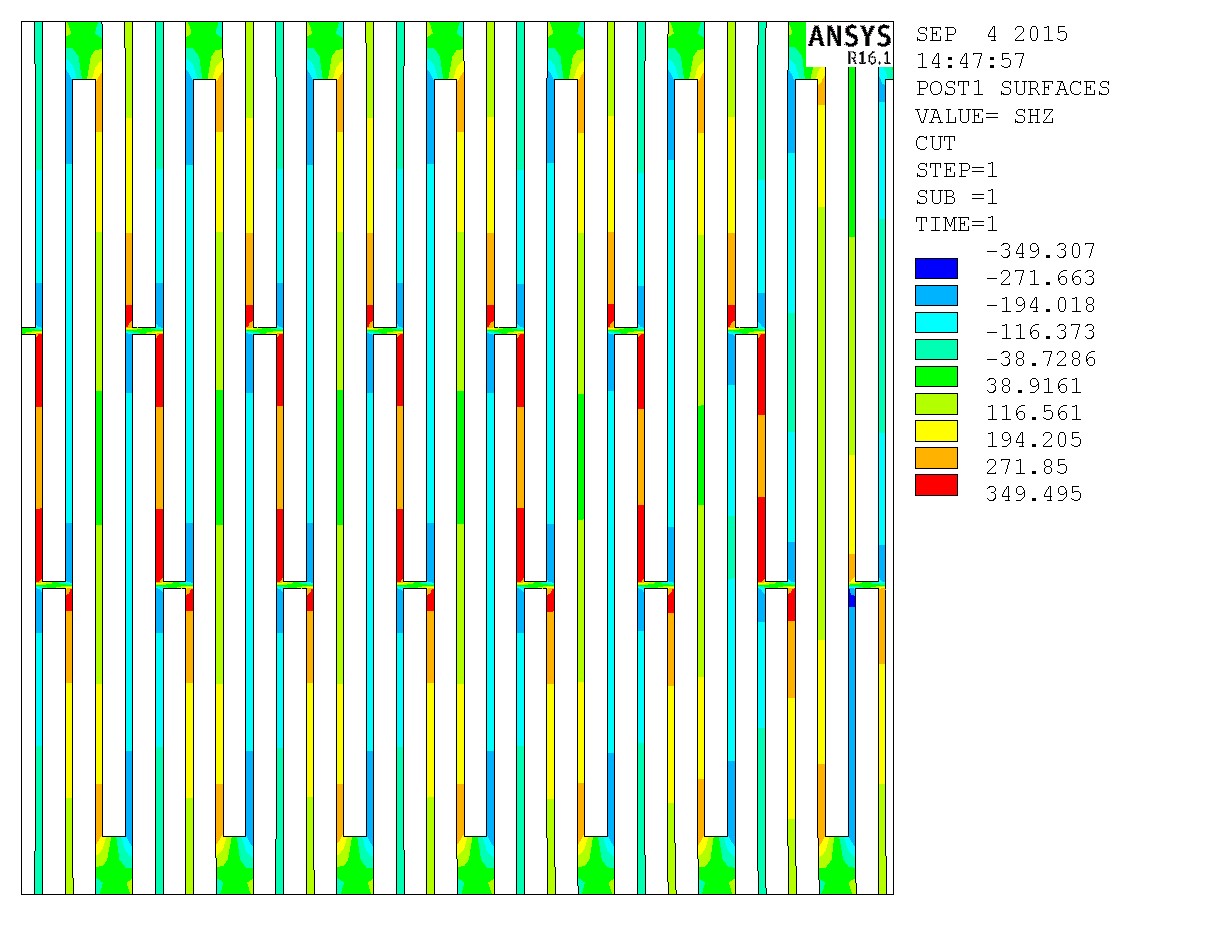
CDI developed a finite element analysis program to analyze the shear stress of rubber at the joint. In the figure below, the red and blue areas (positive and negative values) show the shear stress of rubber in two different cutting directions between the steel cables (white columns), in a 3-step splice. This program is used to optimize splice designs by changing the rubber spacing, rung length, and splice pattern to minimize cutting effort. It is also used in the analysis of belt splice failures to investigate the level of shear stress.
Broken Steel Cables
The problem of broken steel cables on the conveyor belt is complicated. There are many variables to consider, for example, the number of broken wires, the location of the broken wires, the different angles of the belt, the transition, etc. The conventional rule of thumb for broken steel cables on the conveyor belt is that if there are less than 5% broken cables at the edge of the belt and 10% broken cables in the center of the belt, the belt can be repaired without splicing again. If the number of broken wires exceeds this limit, the belt must be re-spliced.
The typical repair fills the puncture region of the belt with rubber. Steel wire sections can also be inserted into the puncture region. However, the repair does not restore the loss of tension carrying capacity of the broken steel cables in the belt. It simply prevents material from spilling through the perforated region. CDI developed a program to study broken cables on conveyor belts. It is a tool to advise conveyor operators if they need to repair, re-splice or run the conveyor at lower capacity to maintain the safety factor of the belt. It is also used for failure analysis where broken cables on the conveyor lead to a sudden break in the belt.